
Электроэрозионные станки с чпу для обработки металлов
Электроэрозионные станки

электроэрозионный станок
CUT E 350
| Размер заготовки | 820×680×250 мм |
| Ход по осям (X/Y/Z) | 350×250×250 мм |
| Bec заготовки | 400 кг |

электроэрозионный станок
CUT E 600
| Размер заготовки | 1030×800×350 мм |
| Ход по осям (X/Y/Z) | 600×400×350 мм |
| Bec заготовки | 1000 кг |

электроэрозионный станок
CUT P 350 Pro
| Размер заготовки | 1000×550×220 мм |
| Ход по осям (X/Y/Z) | 350×220×220 мм |
| Bec заготовки | 750 кг |

электроэрозионный станок
CUT P 550 Pro
| Размер заготовки | 1200×700×400 мм |
| Ход по осям (X/Y/Z) | 550×350×400 мм |
| Bec заготовки | 1500 кг |

электроэрозионный станок
CUT P 800 Pro
| Размер заготовки | 1300×950×510 мм |
| Ход по осям (X/Y/Z) | 800×550×510 мм |
| Bec заготовки | 3000 кг |

электроэрозионный станок
CUT 2000 S
| Размер заготовки | 750×550×250 мм |
| Ход по осям (X/Y/Z) | 350×250×256 мм |
| Bec заготовки | 450 кг |

электроэрозионный станок
CUT 3000 S
| Размер заготовки | 1050×650×250 мм |
| Ход по осям (X/Y/Z) | 550×350×256 мм |
| Bec заготовки | 800 кг |

электроэрозионный станок
CUT X 350
| Размер заготовки | 800×550×250 мм |
| Ход по осям (X/Y/Z) | 350×250×256 мм |
| Bec заготовки | 450 кг |

электроэрозионный станок
CUT X 550
| Размер заготовки | 1050×700×250 мм |
| Ход по осям (X/Y/Z) | 500×350×256 мм |
| Bec заготовки | 800 кг |

электроэрозионный станок
MS 600AAZ
| Размер заготовки | 980×775×265 мм |
| Ход по осям (X/Y/Z) | 600×400×300 мм |
| Bec заготовки | 550 кг |

электроэрозионный станок
MS 400SAAL
| Размер заготовки | 790×610×215 мм |
| Ход по осям (X/Y/Z) | 400×300×220 мм |
| Bec заготовки | 400 кг |

электроэрозионный станок
MS 500SAAL
| Размер заготовки | 990×610×215 мм |
| Ход по осям (X/Y/Z) | 500×300×300 мм |
| Bec заготовки | 500 кг |

электроэрозионный станок
MS 560SAAL
| Размер заготовки | 990×610×295 мм |
| Ход по осям (X/Y/Z) | 560×360×300 мм |
| Bec заготовки | 500 кг |

электроэрозионный станок
MS 600SAAL
| Размер заготовки | 990×650×295 мм |
| Ход по осям (X/Y/Z) | 600×400×300 мм |
| Bec заготовки | 550 кг |

электроэрозионный станок
MS 750SAAL
| Размер заготовки | 1190×800×295 мм |
| Ход по осям (X/Y/Z) | 750×500×300 мм |
| Bec заготовки | 750 кг |
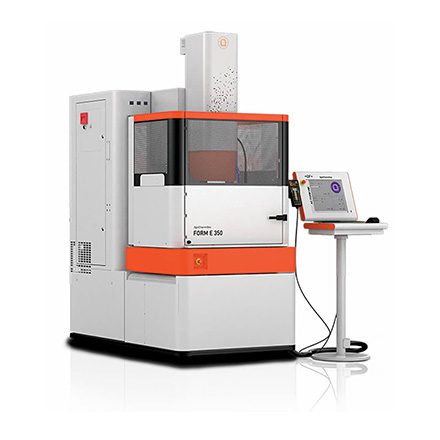
электроэрозионный станок
FORM E 350
| Размер заготовки | 955×540×350 мм |
| Ход по осям (X/Y/Z) | 350×250×250 мм |
| Bec заготовки | 200 кг |

электроэрозионный станок
FORM E 600
| Размер заготовки | 1200×800×500 мм |
| Ход по осям (X/Y/Z) | 600×400×400 мм |
| Bec заготовки | 1000 кг |

электроэрозионный станок
FORM P 350
| Размер заготовки | 790×530×275 мм |
| Ход по осям (X/Y/Z) | 350×250×300 мм |
| Bec заготовки | 500 кг |

электроэрозионный станок
FORM P 600
| Размер заготовки | 1220×870×470 мм |
| Ход по осям (X/Y/Z) | 600×400×450 мм |
| Bec заготовки | 1600 кг |

электроэрозионный станок
FORM P 900
| Размер заготовки | 1814×1215×600 мм |
| Ход по осям (X/Y/Z) | 900×700×500 мм |
| Bec заготовки | 3000 кг |

электроэрозионный станок FORM X 400
| Размер заготовки | 900×630×350 мм |
| Ход по осям (X/Y/Z) | 400×300×350 мм |
| Bec заготовки | 800 кг |

электроэрозионный станок FORM X 600
| Размер заготовки | 1280×860×450 мм |
| Ход по осям (X/Y/Z) | 600×400×500 мм |
| Bec заготовки | 2000 кг |
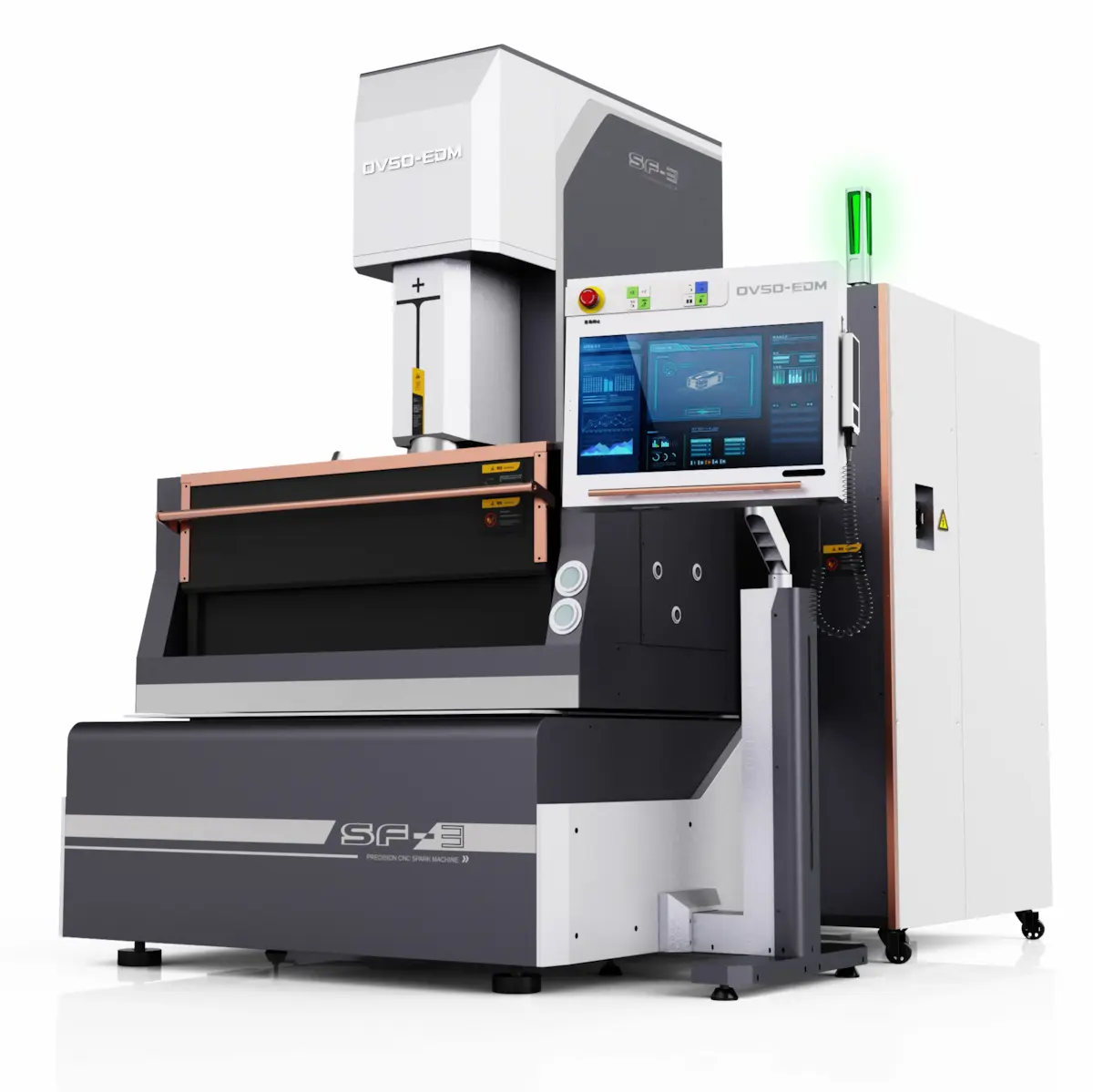
электроэрозионный станок
OVSO SF-3
| Размер заготовки | 990×600×400 мм |
| Ход по осям (X/Y/Z) | 300×212×272 мм |
| Bec заготовки | 400 кг |
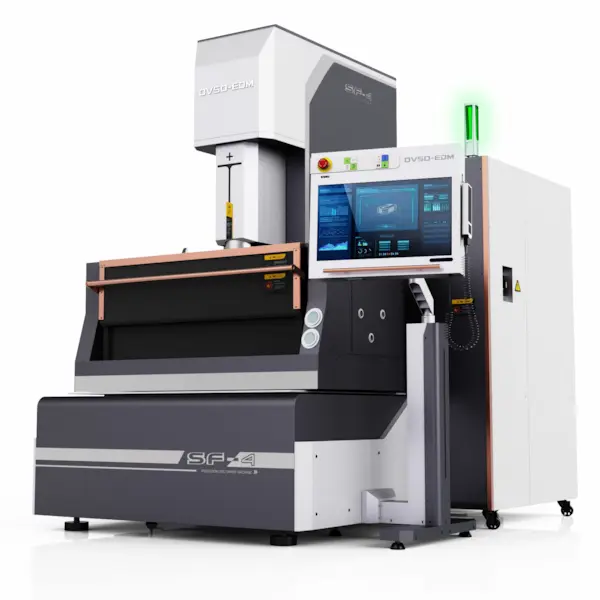
электроэрозионный станок
OVSO SF-4
| Размер заготовки | 1090×630×400 мм |
| Ход по осям (X/Y/Z) | 452×300×272 мм |
| Bec заготовки | 500 кг |
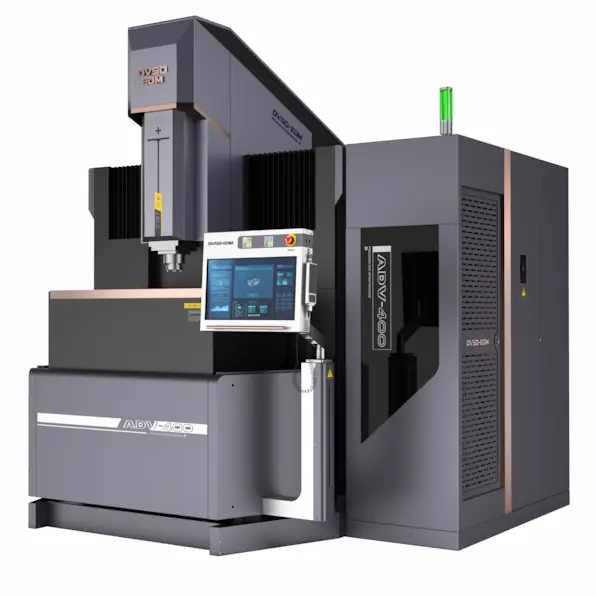
электроэрозионный станок
OVSO ADV-400
| Размер заготовки | 750×620×350 мм |
| Ход по осям (X/Y/Z) | 400×300×272 мм |
| Bec заготовки | 600 кг |
электроэрозионный станок
OVSO ADV-600
| Размер заготовки | 1110×800×500 мм |
| Ход по осям (X/Y/Z) | 600×400×400 мм |
| Bec заготовки | 800 кг |

cупердрель
DRILL 20
| Размер заготовки | 750×490×200 мм |
| Ход по осям (X/Y/Z) | 300×200×200 мм |
| Bec заготовки | 300 кг |

cупердрель
DRILL 300
| Размер заготовки | 1200×730×450 мм |
| Ход по осям (X/Y/Z) | 600×400×400 мм |
| Bec заготовки | 1000 кг |
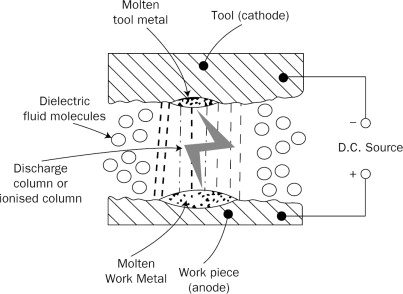
Электроэрозионная обработка, или электроискровая обработка, стала одним из широко используемых субтрактивных производственных процессов для обработки прецизионных деталей, но передовые возможности, которые используют сегодня, являются результатом более чем 200-летних исследований, испытаний и инноваций.
Обе компании, Agie и Charmilles, считаются пионерами в технологиях электроэрозионной обработки. Компания Charmilles была основана в 1921 году и первоначально занималась другими продуктами, такими как гидравлические турбины. Компания AGIE была основана в 1954 году. Первые свидетельства использования технологии электроэрозионной обработки были представлены на выставке EMO в Милане в 1955 году, когда компания Charmilles представила первый серийный прошивной станок. В него генераторе использовалась схема Ларазенко, создающая последовательность разрядов между двумя проводниками, разделенными пленкой диэлектрической жидкости. В 1969 году производитель Agie запустил первое серийное производство проволочно-вырезных электроэрозионных станков с числовым программным управлением.

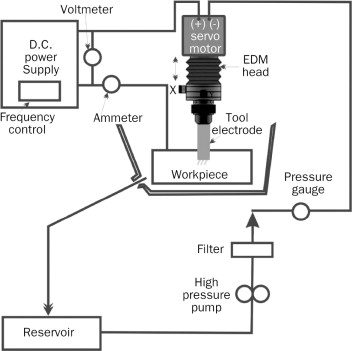
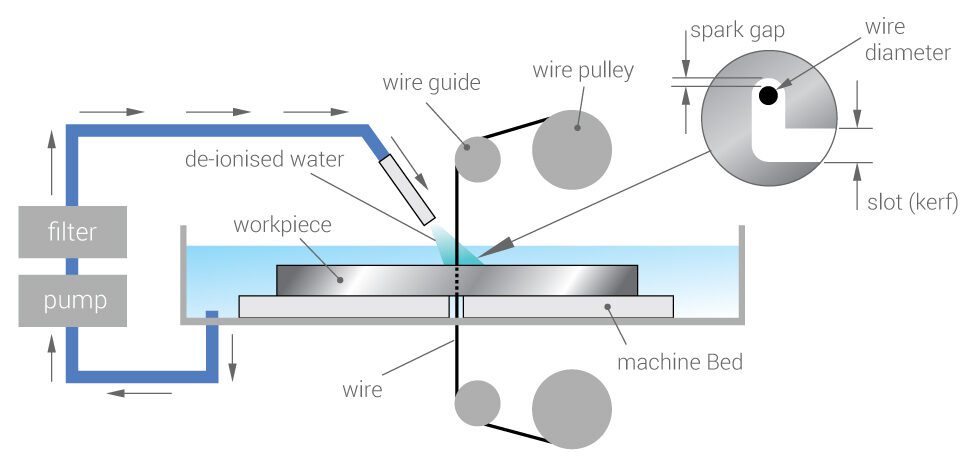
С самого начала технология электроэрозионной обработки стала известна благодаря способности создавать сложные детали и контуры с превосходным качеством поверхности. Два наиболее известных метода, которые мы используем сегодня, — это прошивная и проволочно-вырезая электроэрозия. В прошивной электроэрозии, используется электрод, предварительно обработанный в виде негативной формы желаемой детали или полости. Затем координатно-прошивной электроэрозионный станок формирует заданную форму в заготовке. При проволочно-вырезной обработке движущаяся проволока, двигаясь по заданному контуру, обеспечивает микронную точность. Оба процесса теперь используются для сложных приложений. Электроэрозия часто является единственным возможным способом обработки сложных деталей из твердых материал с высокими эксплуатационными характеристиками, которые часто используются в передовых отраслях, таких как медицина и аэрокосмическая промышленность. Например, в медицинском производстве электроэрозионная обработка позволяет ускорить производство сложных пресс-форм и штампов, используемых для прецизионного литья под давлением, в то время как проволочная электроэрозионная обработка разрезает сложенные слои медицинских имплантатов, позволяет получать мелкие детали с чистой поверхностью и без заусенцев.
В 1983 году Георг Фишер приобрел контрольный пакет акций подразделения электроэрозионной обработки Ateliers des Charmilles в Женеве (Швейцария). В 1996 году GF приобрел контрольный пакет акций Agie SA. Два известных лидера рынка Agie и Charmilles Technologies теперь являются частью GF Machining Solutions. Наша организация извлекает выгоду из нашего наследия как пионера электроэрозионной обработки и постоянно совершенствует возможности станков, которые повышают гибкость, скорость и точность операций электроэрозионной обработки.
Например, горизонтальный электроэрозионный станок CUT AM 500 предлагает быстрое, доступное и готовое к автоматизации решение для удаления деталей аддитивного производства (AM) с рабочих плит. Что касается управления машиной, наша новая система управления Uniqua предлагает расширенную функциональность и эргономику, а также обеспечивает поддержку устаревших типов файлов производителей электроэрозионных станков. Её продуманная эргономика повышает производительность и позволяет пользователям максимально эффективно использовать свои станки. Uniqua представляет собой вершину электроэрозионный технологии и идеальное сочетание функциональности и удобства использования наших предыдущих HMI. Uniqua работает так, как вы хотите работать. Пользователи могут управлять деталями последовательного программирования с помощью обновленной функциональности на основе ISO или использовать гибкость объектно-ориентированного программирования, которое является наследием Agie и Charmilles.
Высочайший уровень точности электроэрозионной резки — это наши проволочно-вырезные станки CUT X, которые оснащены термокомпенсацией и другими передовыми технологиями, обеспечивающими сверхвысокую точность контура, в то время как наша технология электроэрозионной резки Turbo Tech предлагает превосходный компромисс между скоростью и точностью. Благодаря снижению общего времени обработки и, как следствие, меньшему расходу проволоки, это не только современная, но и надежная, экономная технология.

Еще больше расширяяет гибкость наших электроэрозионных станков технология Twin Wire, предоставляет пользователям возможность выполнять двухэтапную резку с использованием проволоки большего диаметра для чернового прохода, за которой следует проволока меньшего диаметра. Это добиться увеличивает время автономной работы за счет использования проволоки с двух бобин или уменьшить расходы за счет использования проволоки одинакового диаметра, но разных типов (с покрытием или без). CUT X также имеет легко заменяемые открытые и закрытые направляющие, оператор может выбрать правильные направляющие для различных применений. Все эти функции по-прежнему уникальны на рынке и еще раз демонстрируют лидерство GF Machining Solutions в электроэрозионной обработке. Благодаря семидесятилетнему опыту мы разработали и протестировали технологию электроэрозионной обработки, чтобы максимально увеличить точность, скорость и качество обработки поверхности, и в ближайшее время мы не сбавим оборотов.
Перевод статьи Ивана Филисетти (Ivan Filisetti), президента GF Machining Solutions